超高精度ホーニング盤のトップブランド
超精密加工を実現します
超精密加工を実現します
ホーニング盤
ホーニング加工の仕組みについて
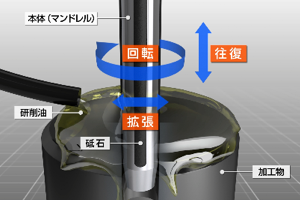

ホーニング加工とは砥石を意味する『Hone』に回転・往復運動を与ながら、穴内面へ加圧し、多量の研削液の中で、面接触による研削を行う精密加工の事です。 仕上げ面には独特のクロスハッチ(網目模様)が形成され優れた摺動面を造り出します。 当社ではホーニング盤の心臓部でもある砥石拡張方式に「ネジ・ウェッジ式」による自動機械拡張方式を採用。 ストロークに同期した正確な微小切りこみ(定速拡張)を行い、表面粗さ精度の向上に加え、量産工程でも高精度加工ゾーンである形状精度の修正、仕上げ公差の小さな超精密加工を可能にしております。
加工例
F25G-M3SR
-
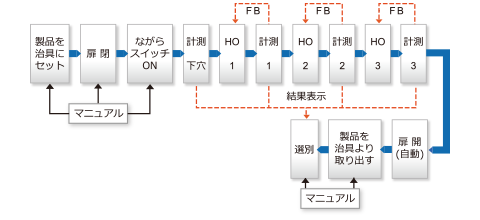
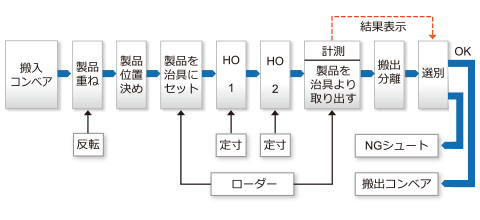
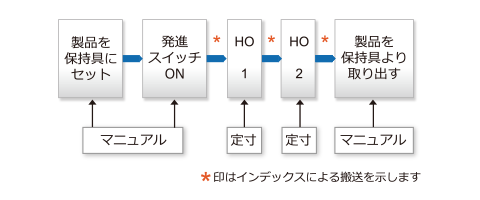
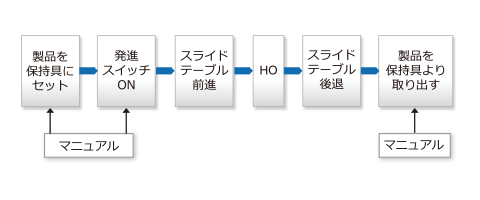
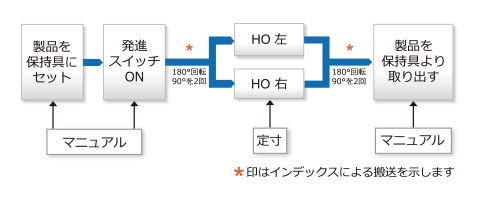
加工サイクル
-
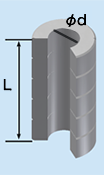
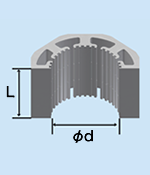
ワーク
| 加工製品 | シリンダー | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | SUS440C | 円筒度 | 2μm | 1μm |
| 硬度 | HRC 57~63 | 真円度 | 1μm | 0.5μm |
| 加工寸法 | φ7.505×38L | 表面粗さ | Ra 0.4μm | Ra 0.3μm |
| 取代 | 25μm~45μm | 加工時間 | 30秒 | 30秒 |
G25-AR2
-
加工サイクル
-
ワーク
| 加工製品 | ピニオン | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | AG20 | 円筒度 | 5μm | 2μm |
| 硬度 | Hv 720~850 | 真円度 | 5μm | 1μm |
| 加工寸法 | φ19.65×18.9L | 表面粗さ | Ra 0.8μm | Ra 0.6μm |
| 取代 | 50μm~70μm | 加工時間 | 40秒/5ヶ | 40秒/5ヶ |
G50-MM1
-
加工サイクル
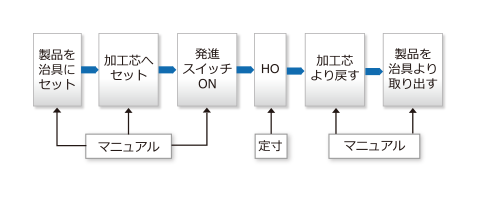
-
ワーク
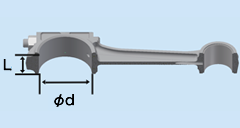
| 加工製品 | コンロッド (大端) | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | SCM420 | 真直度 | 4μm | 1.2μm |
| 硬度 | Hv 320~380 | 真円度 | 5μm | 1.5μm |
| 加工寸法 | φ57×30L | 表面粗さ | Ra 0.5μm | Ra 0.2μm |
| 取代 | Max 27μm | 加工時間 | 30秒 | 25秒 |
G50-MR2
-
加工サイクル
-
ワーク
| 加工製品 | ステーターコア | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | 珪素鋼板 | 円筒度 | - | 3.7μm |
| 硬度 | - | 真円度 | 10μm | 2.9μm |
| 加工寸法 | φ35×24.5L | 表面粗さ | - | - |
| 取代 | 約 65μm | 加工時間 | 30秒/3ヶ | 26秒/3ヶ |
※ 3個重ね加工
G50L-MM1
-
加工サイクル
-
ワーク

| 加工製品 | バレル | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | SCM415 | 真直度 | 2μm/100mm | 1.3μm |
| 硬度 | HRC 58~64 | 真円度 | 2μm | 0.2μm |
| 加工寸法 | φ47×300L | 表面粗さ | Ra 0.1μm | Ra 0.07μm |
| 取代 | 25μm | 加工時間 | - | 403秒 |
G50-MR2
-
加工サイクル
-
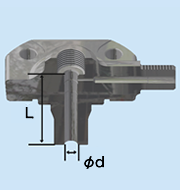
ワーク図

| 加工製品 | ギア | 要求加工精度 | 加工精度 | |
|---|---|---|---|---|
| 材質 | SCr420H | 円筒度 | 6.3μm | 1.5μm |
| 硬度 | HRA78~83 | 真円度 | 6.3μm | 0.6μm |
| 加工寸法 | φ50×24L | 表面粗さ | Rzmax 3.2μm | Rzmax 2.0μm |
| 取代 | 130μm | 加工時間 | 40秒 | 50秒 |
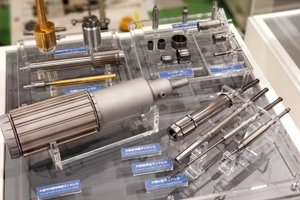
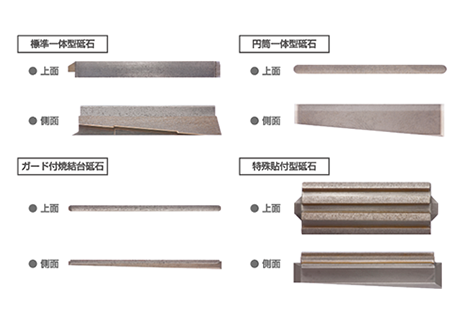
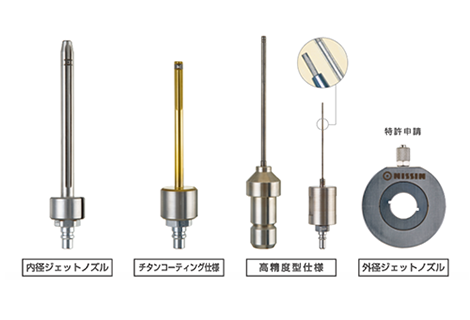
ホーニングツール
多様な超精密加工を支える日進製作所オリジナルツール
マンドレル

砥石
ジェットノズル
ゲージ

ホーニング受託加工
SPECIALIST ON THE SUBMICRON
日進製作所では、開発・試作品の製作、
小ロット品の受託生産、設備納入前の生産代行を承っております。
サブミクロンの達人、
日進製作所のホーニング盤に是非お任せください。

-
- 穴径:φ3mm~φ100mm
- 加工長:Max 130mm
(上記以外の加工範囲については別途ご相談ください。)
主な加工ワーク
四輪部品、二輪部品、油圧部品、家電部品他
ソリューション事例
日進製作所が提案する様々な問題解決
- 課題 加工対象品が薄肉品、小径、長尺品、異形状品など、
内研や旋削では精度が出せない -
・肉厚の薄いブッシュを加工するが、クランプひずみで真円度がどうしても達成できない
・L/Ð≧10でツールのオーバーハング量が長く、加工出来ない - 解決 日進製作所では、難削品でもホーニング盤本体のみならず、
治具ツール・加工条件など最適なご提案をいたします。


-
課題 加工の引き合いを受けたが、設備メーカーの納期が長く受注できない
・お客様の試作、量産試作等立ち上げスケジュールに間に合わない - 解決 日進製作所では、装置類のユニット生産を実施しており、
短納期での納入が可能です。
また、ホーニング受託加工も行っております。
- 課題 ツールに関する課題を抱えている
・刃具費を抑えたい
・ツール交換後の歩留まりを改善したい
・加工精度を改善したい - 解決 日進製作所では、工具検討のためのツール選定やお見積、ご提案、制作、納入まで対応いたします。
また工場及び東京・名古屋・大阪営業所からアフターサービスにお伺いしますので安心してお使いいただけます。

- 課題 新しい仕事を受注したいが、加工についてわからないところが多く
設備の追加(増設)が判断できない - 解決 日進製作所では、工程検討のためのお見積りからちょっとしたお困りごとまで、受注後の定期的なメンテナンス以外の事でも国内外を問わず弊社サービス員が訪問いたします。
工場またはお近くの拠点まで、お気軽にお電話・ご相談ください。
- 課題 少量生産で、設備投資する程でもなく、
また外注で超精密加工出来るところがない
・月に50個にも満たない数量の為、ホーニング設備を導入することもできない
・手作業や代替の機械、外注で加工するも納得いく精度がでない為
お客様から改善要求が上がっている - 解決 日進製作所のホーニング盤を使用した受託加工も承っております。
